Cutting-Edge 3D Steel Sheet Assembly Technology for Flexible PCB Applications




With the rapid advancement of technology, flexible printed circuit boards (FPCBs) have gained widespread adoption in electronic devices due to their high flexibility, bendability, and lightweight yet durable characteristics.
FPCBs play a pivotal role in automotive electronics, smart wearables, smartphones, aerospace, and other fields.
However, as product designs grow increasingly complex and performance demands continue to rise, 3D steel plate assembly technology for FPCBs has emerged, revolutionizing the design and production of electronic products.
3D Steel Plate Assembly Technology for FPCBs
This 3D steel plate assembly technique involves precisely mounting 3D steel plates onto the FPC main board. It not only enhances the main board’s strength but also enables it to better adapt to complex and variable usage environments.
The design of 3D steel plates fully considers product spatial layout and circuit routing, enabling more compact and rational circuit layouts that ultimately improve overall product performance and reliability.
However, assembling 3D steel plates onto FPCBs presents numerous challenges due to their three-dimensional structure.
Figure 1 illustrates 3D steel plate reinforcement of an FPCB.
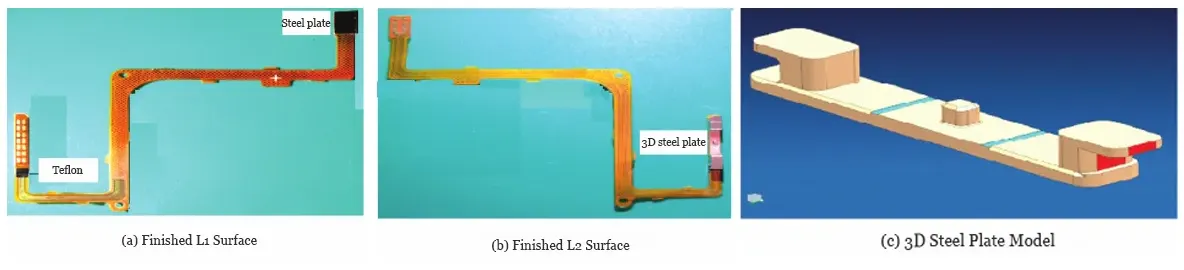
Figure 1 Laminated 3D Steel Sheet FPCB
The Teflon (PTFE) plate dimensions are 2.00 mm × 1.20 mm × 0.04 mm; the 3D steel plate dimensions are 12.93 mm × 1.60 mm × 1.48 mm.
First, bonding Teflon to the FPCB proved difficult because its small size and soft material prevented the reinforcement bonding machine’s nozzle from gripping it.
Second, when laminating the 3D steel plate to the FPCB, the gripping area for the 3D steel plate is small at 5.84 mm². Due to the 3D steel plate’s thick, long, and narrow dimensions coupled with its significant weight, lamination is prone to misalignment and plate drop-off issues.
Finally, during the pressing process, the 3D steel sheet has few and small contact points, leading to localized stress concentration. When the adhesive is in a molten state, the steel sheet is prone to shifting, and the adhesive may overflow beyond the FPC outline, affecting dimensional accuracy.
This study overcomes numerous technical challenges encountered in the assembly of 3D steel sheets on flexible circuit boards, meeting the quality stability requirements for mass production of 3D steel sheet products.
Experimental Section
Experimental Equipment
3D steel plate laminator, vacuum rapid press, plasma adhesive removal machine, 2D measuring instrument, CCD magnifier, peel force tester, oven.
Experimental Materials
FPCB product 22804Y9# with completed contour punching, 3D steel reinforcement, dedicated 22804Y9 3D steel nozzle, specialized steel lamination fixture, inspection fixture, and pressing fixture.
Experimental Design
> Teflon Punching and Bonding Mold
Due to Teflon’s small dimensions (1.2 mm × 2.0 mm) and soft texture, suction nozzles cannot grasp it. When producing 3.0 mm × 2.0 mm Teflon using punching molds, frequent punch needle breakage occurs, severely impacting production.
Solutions explored include adding four guide pins to the die corners, installing protective sleeves around the punching pins, and incorporating recessed grooves in the base plate. These modifications were experimentally validated.
> Optimization of 3D Steel Sheet and FPC Laminating Parameters
To ensure tight adhesion between the steel sheet and FPCB, the FPCB surface requires roughening treatment with no residual contaminants. When performing a test lamination of the 3D steel sheet onto the FPC, the bonding adhesive must not be excessively aged. Otherwise, during lamination, the adhesive and FPCB may fail to achieve optimal cross-linking reaction, leading to insufficient peel strength. This can cause fingerprint chips to detach during client assembly.
Design experiments to investigate optimal parameters for achieving maximum peel strength between 3D steel sheets and FPCBs, including suction nozzle temperature, platform temperature, and nozzle pressing time on the reinforcement bonding machine.
> Gripping Capability of the 3D Steel Plate Automatic Bonding Machine
Due to the substantial weight and complex structure of the 3D steel plate, there are few suction points in contact with the nozzle, resulting in insufficient suction force. During bonding, frequent detachment of the 3D steel plate occurs.
This study optimized suction point layout within the limited suction nozzle space based on the 3D steel plate structure, enhancing localized suction force. This enables precise retrieval of steel plates from tray boxes and successful bonding with products.
> Machine Laminating Reference Target Setup
During 3D steel sheet lamination, the product has undergone significant deformation after external processing. If lamination is positioned solely based on the four optical reference marks (MARK), the 3D steel sheet cannot be effectively aligned to the designated area on the FPCB.
Using the individual product’s outer contour as a reference effectively resolves bonding misalignment issues caused by product deformation, improving the bonding alignment accuracy of the 3D steel sheet from 0.150 mm to 0.075 mm.
> Optimizing 3D Steel Sheet Pressing Parameters
The peel force between the 3D steel sheet and FPCB directly correlates with lamination parameters such as temperature, pressure, pre-press time, and pressing time.
With pressing time fixed at 120 s, an orthogonal test design with three factors at three levels was conducted (see Table 1), analyzing peel force as the metric.

Table 1 Orthogonal Test Design Table for Compression Bonding
> Control of Adhesive Overflow in 3D Steel Sheets
Adhesive overflow frequently occurs during the lamination of 3D steel sheets, and the amount of overflow is difficult to control. To address this issue, an inward shrinkage value was set for the bonding adhesive relative to the 3D steel sheet. Experiments were designed and validated using the peel force between the 3D steel sheet and FPCB and the adhesive overflow condition as analysis indicators.
Production Process
Integrating production realities with the company’s existing mature process technologies, the final process flow was established as shown in Figure 2.

Figure 2 Process Flow
Analysis and Discussion
Teflon Punching and Bonding Mold
Impact resistance of the punch needles was enhanced by adding guide pins at the four corners of the mold and protective sleeves around the punch needles.
By incorporating punch clearance grooves at the punch engagement points on the base plate, friction travel and resistance between the punch and base plate were reduced. This minimized adhesive contamination of the base mold grooves, extending the residual adhesive cleaning interval from 200 punches per cycle to 4,000 punches per cycle, thereby ensuring production stability and equipment efficiency.
Verification confirms the new punching and bonding mold effectively prevents punch breakage while expanding the minimum processable dimensions from 3.0 mm × 2.0 mm to 1.2 mm × 2.0 mm.
Optimization of 3D Steel Sheet and FPCB Laminating Parameters
Multiple factors influence the peel strength between the 3D steel sheet and FPCB during lamination, including the suction head temperature of the reinforcement laminator, platform temperature, suction head pressing time, and downward pressure.
If the lamination temperature is too low, the adhesive may not fully dissolve, and the steel sheet will achieve insufficient peel strength when temporarily bonded to the FPCB.
Excessively high lamination temperatures reduce adhesive activity, causing premature aging and lowering the peel strength after subsequent pressing.
Applying too much suction head pressing force can cause adhesive overflow.
Applying too little suction head pressing force results in insufficient peel strength between the 3D steel sheet and the FPCB, which may cause the steel sheet to loosen.Through parameter optimization, the optimal peel strength between the 3D steel plate and FPCB was achieved at the following conditions: reinforcement bonding machine platform temperature of 120°C, suction tip temperature of 160°C, and suction tip bonding time of 0.5 seconds.
Automatic Handling Capability for 3D Steel Plates
Due to the unique three-dimensional structure of 3D steel plates, standard suction nozzles exhibit limited holding force, frequently causing detachment during lamination. The detachment rate once reached 30%, severely impacting production efficiency.
To address this issue, a specialized suction nozzle matching the 3D steel plate structure was designed and manufactured. Compared to standard nozzles, this nozzle incorporates additional suction points, significantly enhancing localized suction force on the 3D steel plate. This reduced the detachment rate during lamination from 30.0% to 0.5%, demonstrating remarkable improvement.
Alignment Accuracy in 3D Steel Plate Lamination
During lamination, two primary factors affect the alignment accuracy of 3D steel sheets:
① Lamination misalignment caused by deformation after product punching;
② Lamination misalignment caused by localized warping of some products.
To address alignment deviation caused by post-stamping deformation, we changed the alignment method from positioning via four optical MARK points to positioning based on the outer contour of a single product.
To correct alignment deviation caused by localized warping, we developed a specialized suction platform and added extra suction holes at warped locations to flatten and securely hold the product on the platform.
Table 2 shows the summary data after these improvements.

Table 2: Cpk Values for 3D Steel Plate Alignment Accuracy
The process capability index (Cpk) value for 3D steel sheet laminating alignment accuracy exceeds 1.33, indicating good consistency in the laminating process, minimal production variation, and the ability to stably produce products meeting quality requirements.
We designed and fabricated a dedicated inspection fixture for 3D steel sheet alignment, as shown in Figure 3, to further enhance alignment accuracy and enable deviation inspection.

Figure 3. 3D steel sheet misalignment inspection fixture
This inspection fixture can detect products with a misalignment deviation greater than 0.075 mm, facilitating subsequent rework or scrapping.
Optimization of 3D Steel Sheet Pressing Parameters
We analyzed the orthogonal test results to determine the optimal pressing parameters using a rapid press machine. Table 3 shows the peel forces between the 3D steel sheet and FPCB.

Tab 3 Peel Force of 3D Steel Sheet and FPCB
Table 3 indicates that among the three factors affecting peel force during lamination, temperature is the primary influence, followed by pressure, while pre-press time has the least impact.
Analysis of the orthogonal test yielded the optimal parameters:
Temperature 145°C, Pressure 10 kg, Pre-press time 30 s. Validation of these bonding parameters achieved a peel force of 2.964 kg/cm between the 3D steel sheet and FPCB, reaching the optimal level.
Therefore, the optimal bonding parameters are: Temperature 145°C, Pressure 10 kg, Pre-press time 30 s.
Control of Adhesive Overflow on 3D Steel Sheets
Table 4 shows the analysis of peel force results from the orthogonal test.

Table 4 Orthogonal Test Peel Strength Results Analysis Table
Tab 4 indicates that, using the 3D steel sheet as a reference:
Without setting adhesive shrinkage, the peel force between the 3D steel sheet and FPCB meets requirements but shows severe adhesive overflow beyond the steel sheet’s outline.
Setting the adhesive shrinkage to 0.1 mm results in the peel force between the 3D steel sheet and FPCB meeting requirements, with adhesive overflow remaining within acceptable limits.
With the adhesive shrinkage set to 0.2 mm, the adhesive overflow meets requirements, but the peel force between the 3D steel sheet and FPCB is low.
One set recorded a peel force of 2.19 g/cm, below the standard value of 2.20 kg/cm.
By considering both the peel force between the 3D steel sheet and FPCB and the adhesive overflow, we ultimately determined the optimal parameter to be an adhesive shrinkage of 0.1 mm relative to the 3D steel sheet (see Table 5).

Table 5 Peel Force and Adhesive Bleeding of 3D Steel Foil and FPCB
Where T represents the sum of factor test results (peel force values in Table 3), e.g., T1 = 2.806 + 2.619 + 2.694 = 8.119; t denotes the mean value of the sum of factor test results.
Conclusions
This study investigates Teflon bonding technology, 3D steel plate alignment techniques, effective methods for intercepting 3D steel plate bonding misalignment and pressing misalignment, 3D steel plate pressing technology, and adhesive overflow control for 3D steel plate reinforcement, using the example of attaching 3D steel plate structural components to FPCB products. We drew the following conclusions through experiments.
(1) The new punching and laminating mold effectively prevents punch needle breakage while enhancing the process capability for minimum punch dimensions, reducing the minimum size from 3.0 mm × 2.0 mm to 1.2 mm × 2.0 mm.
(2) Bonding 3D steel sheets with a reinforcement bonding machine at a platform temperature of 120°C, nozzle temperature of 160°C, and nozzle pressing time of 0.5 seconds produces the best peel strength between the 3D steel sheet and FPCB.
(3) Replacing standard nozzles with specialized 3D steel plate nozzles significantly reduces detachment rates, substantially improving production efficiency and product quality.
(4) Replacing optical MARK point alignment with single-product contour frame positioning, combined with a dedicated suction platform for 3D steel sheets, minimizes warpage impact on bonding accuracy. This approach significantly improves alignment precision.
Integrating a specialized jig for 3D steel sheet misalignment inspection allows us to control bonding alignment deviation within 0.075 mm.
(5) By comprehensively evaluating peel force and adhesive overflow, we determined the optimal parameters for pressing 3D steel sheets with the rapid press machine: temperature 145°C, pressure 10 kg, pre-press time 30 seconds, and adhesive shrinkage of 0.1 mm.
At these settings, the peel force between the 3D steel sheet and FPCB achieves optimal performance, while adhesive overflow meets standards.